参数管理
致力于让用户调试操作便捷、参数设置简单,节约调试时间。系统专门研发设计‘参数总表’界面,将相关功能参数细分归类。使用户更快、更准、更省时间的完成调试工作。将加工用户常用的参数归类在用户参数’界面内,让加工厂用户能根据自己的需求快捷,简单的修改参

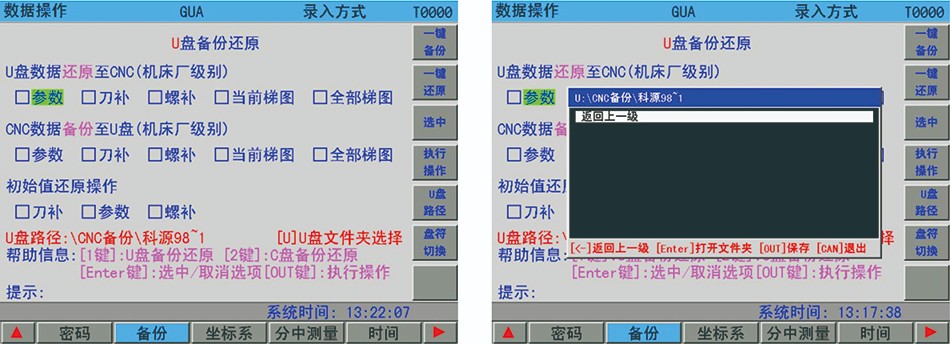
文件夹备份还原
支持自定义备份文件夹名称
用户通过备份操作可以将已调好的参数拷贝到U盘,以文件夹的形式储存
用户通过还原操作,将备份好的参数还原至其他同型号的机床,便于调试
进给轴功能
快速倍率:F0、25%、50%、100%四级实时调节
进给倍率:0~150%十六级实时调节
手动进给倍率:0~150%十六级实时调节
切削进给速度:最高30m/min
参数管理
致力于让用户调试操作便捷、参数设置简单,节约调试时间。系统专门研发设计‘参数总表’界面,将相关功能参数细分归类。使用户更快、更准、更省时间的完成调试工作。
将加工用户常用的参数归类在用户参数’界面内,让加工厂用户能根据自己的需求快捷,简单的修改参

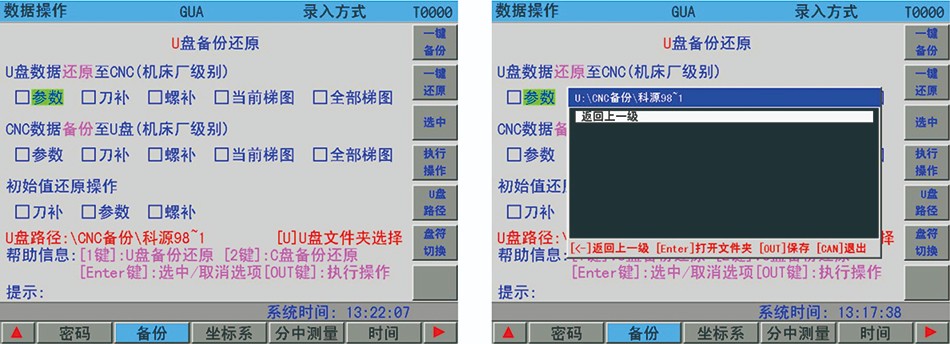
文件夹备份还原
支持自定义备份文件夹名称
用户通过备份操作可以将已调好的参数拷贝到U盘,以文件夹的形式储存
用户通过还原操作,将备份好的参数还原至其他同型号的机床,便于调试
人机界面
8.4英寸宽屏LCD,分辨率为800x600
中文、英文等多种语言显示
二维刀具轨迹显示
实时时钟
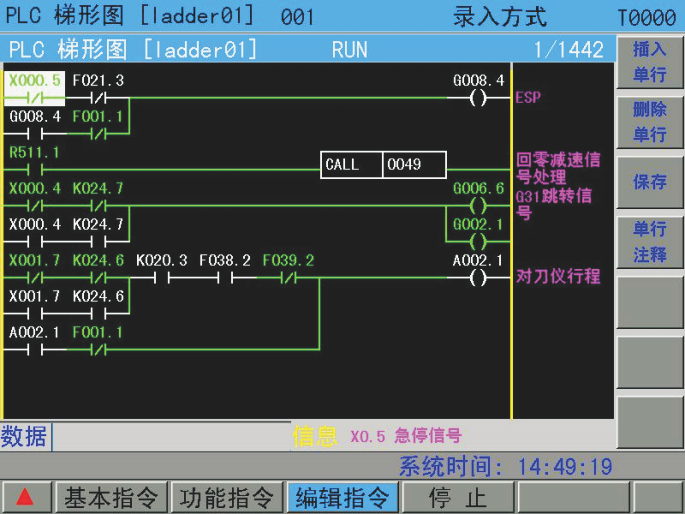
PLC功能
两级PLC程序,处理速度为1.5us/步基本指令;最多4700步,
第1级程序周期8ms
支持PLC警告和PLC报警
支持多PLC程序(最多20个),当前运行的PLC程序可选择
支持在线编辑
I/O单元输入/输出:36/36
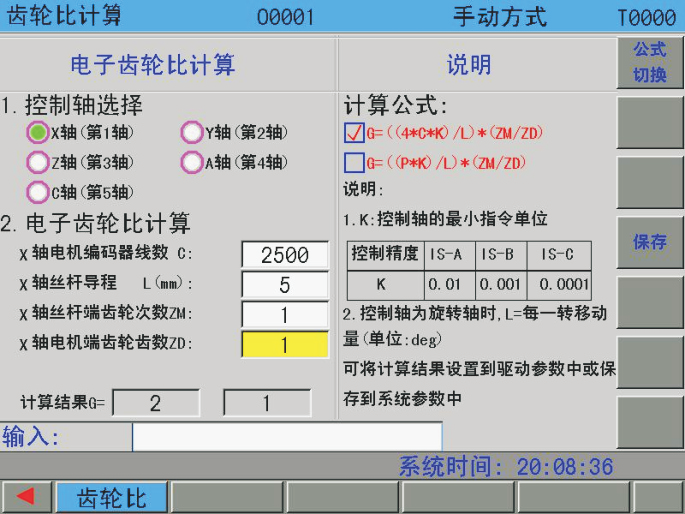
电子齿轮比
电子齿轮比设置界面,用户直接输入对应的参数,系统
自动计算齿轮比;
可将计算结果直接写入系统
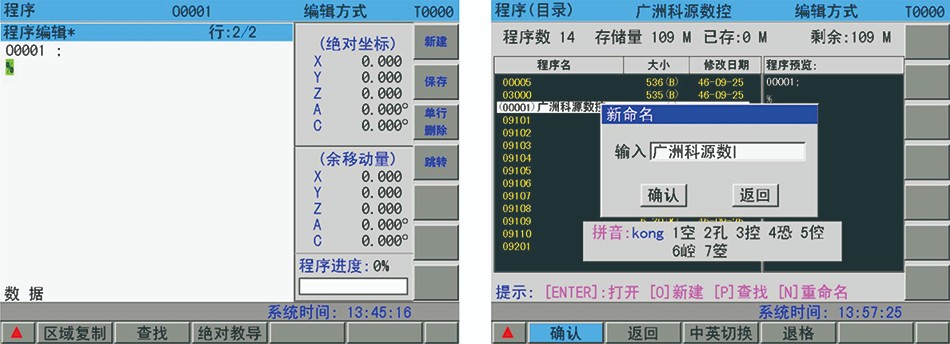
程序编辑
程序命名:支持中文、英文文件名
编辑功能:程序/程序段/字检索、修改、删除、复制、粘贴
程序格式:ISO代码,支持语句式宏代码编程,支持相对坐标、绝对坐标、极坐标编程
程序调用:支持带参数的宏程序调用,4级子程序嵌套
通信功能
RS232:零件程序、参数等文件双向传输,支持PLC程序、系统软件串口升级
USB:U盘文件操作、U盘文件直接加工,支持PLC程序、系统软件U盘升级
支持串口DNC加工功能和 USB 在线加工功能
可靠性及安全功能
紧急停止
数据备份与恢复
硬件行程限位
支持手轮试切功能
软件行程检查
自动对刀功能
拥有单刀模式和多刀模式可随意切换,教导输入对刀仪位置,自动设定落差,自动记入刀长,减少手动对刀的繁琐工作,从而减少多次对刀的误差并提高对刀的准确性;多刀模式可以选择多把刀一次完成对刀。

CAD功能
为了节约编程时间简化操作难度我们开发了CAD打孔攻丝功能;CAD打孔攻丝功能,能自动识别CAD图纸的不同孔径,根据用户需求选择不同孔径进行打孔或者攻丝或者即打孔也攻丝,从而大大减少重复编程的时间,以达到提高效率和简化操作的目的。

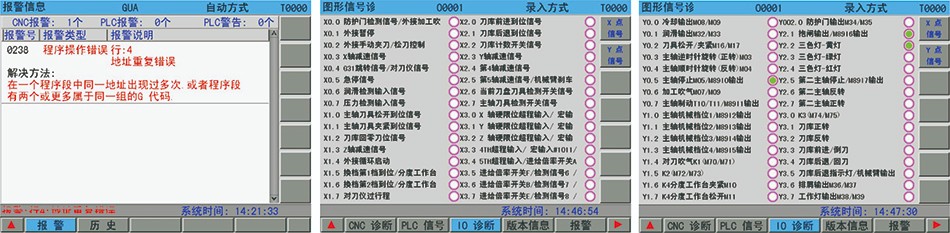
诊断功能
为了让用户更快、更准、更简单的排查故障,系统研发设计了诊断功能
I/O诊断可以实时诊断输入、输出信号的状态
报警信息可以准确指示报警故障原因